| Kaynak Dünyası |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

|
|
|
|
| |
1-Elektrik Ark Kaynağı
Elektrot olarak metal elektrotlar kullanılmaktadır. Pratik uygulamada kaynak arkının gücü 0,3 ile 160 kilo watt ve ısı eş değeri 4000 cal/s arasında değişir.
Bütün kaynak yöntemlerinde işlemi gerçekleştirebilmek için bir kaynak enerjisine, bu enerjiyi sağlayan ve kaynak bölgesine taşıyan bir donanıma, kaynak ağzını doldurmak için bir ek kaynak metaline gereksinim vardır.
Kaynağın üç temel elemanı diye isimlendirebileceğimiz bu üç unsur elektrik ark kaynağında, ark, kaynak makinası ve kaynak elektrodu tarafından sağlanmaktadır. Ayrıca kaynakçıyı korumak, kaynatılan parçaları birarada tutabilmek, kaynak pozisyonunu ayarlayabilmek ve çalışma koşullarını kolaylaştırabilmek için bir takım yardımcı araç ve gereçlere ihtiyaç vardır.
Elektrik ark kaynağında kaynak için gerekli ısı, elektrik arkı tarafından sağlanmaktadır. Kaynak ağzını doldurmak için gerekli ek kaynak metalinin katılma biçimi ve kaynak bölgesinin havanın olumsuz etkilerinden korunma biçimine göre çok çeşitli ark kaynak yöntemleri geliştirilmiştir. Günümüzde en yaygın kullanılan eritme kaynağı yöntemleri elektrik ark kaynağı yöntemleridir.
ÖRTÜLÜ ELEKTROT İle ELEKTRİK ARK KAYNAĞI
Ark, iş parçası ve eriyen elektrot arasında yanar ve bu şekilde eriyen elektrot aynı zamanda kaynak metali haline geçer. Elektrot örtüsü de aynı anda yanarak erir. Bu esnada açığa çıkan gaz ark bölgesini korur ve oluşan curufta kaynak dikişini örterek kaynak bölgesinin korunmasını sağlar.
Ayrıca elektrot örtüsüne katılan alaşım elementleri yardımı ile, kaynak dikişini alaşımlandırarak, istenen özelliklerde kaynak bağlantısı elde edilebilmektedir
Örtülü elektrot ile elektrik ark kaynağı, ark kaynak yöntemleri içinde en basit, en popüler ve en üniversal özelliğe sahip olan yöntemdir.
Bu yöntem uygulamada, demir esaslı veya demir dışı metal ve alaşımlarının kaynağında 1,2mm'den daha kalın paçalara, her kaynak pozisyonunda uygulanabilmektedir.
Kaynak için gerekli koşullardaki elektrik akımı, bu iş için geliştirilmiş bir kaynak akım üreteci tarafından sağlanır. Akım Kablolar yardımıyla iş parçası ve elektrot pensesine iletilir. Kaynakçı elektrodu penseye takar ve iş parçasına deydirerek arkı oluşturur. Arkın başlatılması, yanması, boyunun ayarı, söndürülmesi, kaynak hızı ve eriyen elektrot metalinin kaynak ağzını doldurması için gerekli manipülasyonlar tamamen kaynakçı tarafından yapılır. Bu yöntemde kaynağın kalitesine kaynakçının el melekesinin etkisi çok önemlidir.
2-Oksi Asetilen Kaynağı
Bu yöntemin en genel kullanım şekli oksi-gaz kaynağıdır (oksi-asetilen kaynağı olarak da bilinir). En eski ve en çok yönlü kaynak yöntemlerinden biridir, fakat son yıllarda endüstriyel uygulamalardaki popülerliği azalmıştır. Hala yaygın olarak, boru ve kanal kaynağında ve tamir işlerinde kullanılmaktadır. Ekipmanı ucuz ve basittir, genelde kaynak alevi (yaklaşık 3100°C) oksijenle asetilenin yanması sonucu elde edilir. Alev, elektrik arkından daha az güçlü olduğundan, kaynak soğuması daha yavaş olur ve meydana gelen gerilme ve kaynak çarpılmalarının daha az olabilmesine imkan tanıyabilir, bu nedenle yüksek alaşım çeliklerinin kaynağının yapılması bu yöntemle daha kolaydır. Bu metod, metallerin kesilmesinde de kullanılır.
Diğer gaz kaynak metodlarıda, hava-asetilen kaynağı, oksijen-hidrojen kaynağı ve basınçlı gaz kaynağı gibi, oldukça benzerdir, sadece kullanılan gaz tipi değişir. Gaz kaynağı, plastik kaynağında da kullanılır.
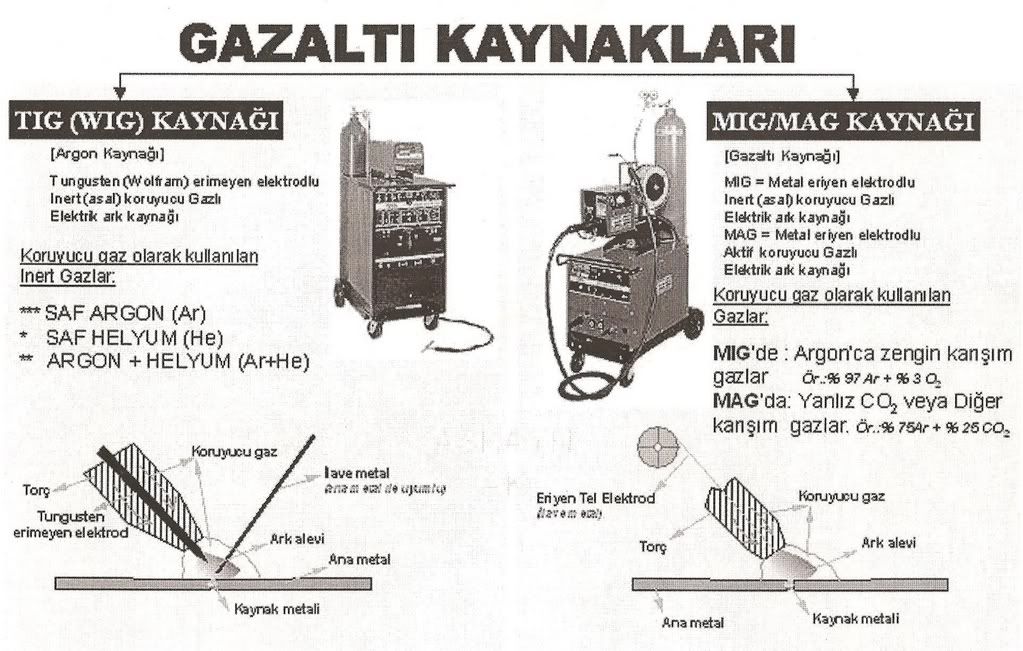
3-Gazaltı Kaynağı
Gazaltı kaynağı, kaynak için gerekli ısının, tükenen bir elektrod ile iş parçası arasında oluşan ark sayesinde ortaya çıktığı bir ark kaynak yöntemdir. Kaynak bölgesine sürekli şekilde beslenen (sürülen), masif haldeki tel elektrod ergiyerek tükendikçe kaynak metalini oluşturur. Elektrod, kaynak banyosu, ark ve iş parçasının kaynağa yakın bölgeleri, atmosferin zararlı etkilerinden kaynak torcundan gelen gaz veya karışım gazlar tarafından korunur. Gaz, kaynak bölgesini tam olarak koruyabilmelidir, aksi taktirde çok küçük bir hava girişi dahi kaynak metalinde hataya neden olur.
Avantajları :
Gazaltı kaynağı örtülü elektrod ark kaynağına göre daha hızlı bir kaynak yöntemidir. Çünkü;
Tel şeklindeki kaynak elektrodu kaynak bölgesine sürekli beslendiği için kaynakçı örtülü elektrod ark kaynak yönteminde olduğu gibi tükenen elektrodu değiştirmek için kaynağı durdurmak zorunda değildir.
Cüruf oluşmadığı için örtülü elektrodlardaki gibi her paso sonrası cüruf temizliği işlemi yoktur ve kaynak metalinde cüruf kalıntısı oluşma riski olmadığından, daha kaliteli kaynaklar elde edilir.
Örtülü elektrod ark kaynağına göre daha düşük çaplı elektrodlar kullanıldığından, aynı akım aralığında yüksek akım yoğunluğuna ve yüksek metal yığma hızına sahiptir.
- Gazaltı kaynağı ile elde edilen kaynak metali düşük hidrojen miktarına sahiptir, bu özellikle sertleşme özelliğine sahip çeliklerde önemlidir.
- Gazaltı kaynağında derin nüfuziyet sağlanabildiği için bazen küçük köşe kaynakları yapmaya izin verir ve örtülü elektrod ark kaynağına göre daha düzgün bir kök penetrasyonu sağlar.
- İnce malzemeler çoğunlukla TIG kaynak yöntemi ile ilave metal kullanarak veya kullanmadan birleştirilse de, gazaltı kaynağı ince malzemelerin kaynağına örtülü elektrod ark kaynağından daha iyi sonuç verir.
- Hem yarı otomatik hem de tam otomatik kaynak sistemlerinde kullanıma çok uygundur.
Dezavantajları :
Gazaltı kaynak ekipmanları, örtülü elektrod ark kaynağı ekipmanlarına göre daha karmaşık, daha pahalı ve taşınması daha zordur.
Gazaltı kaynak torcu iş parçasına yakın olması gerektiği için örtülü elektrod ark kaynağı gibi ulaşılması zor alanlarda kaynak yapmak kolay değildir.
Sertleşme özelliği olan çeliklerde gazaltı kaynağı ile yapılan kaynak birleştirmeleri çatlamaya daha eğilimlidir çünkü, örtülü elektrod ark kaynağında olduğu gibi kaynak metalininin soğuma hızını düşüren bir cüruf tabakası yoktur.
Gazaltı kaynağı, gaz korumasını kaynak bölgesinden uzaklaştırabilecek hava akımlarına karşı ek bir koruma gerektirir. Bu nedenle, örtülü elektrod ark kaynağına göre açık alanlarda kaynak yapmaya uygun değildir.
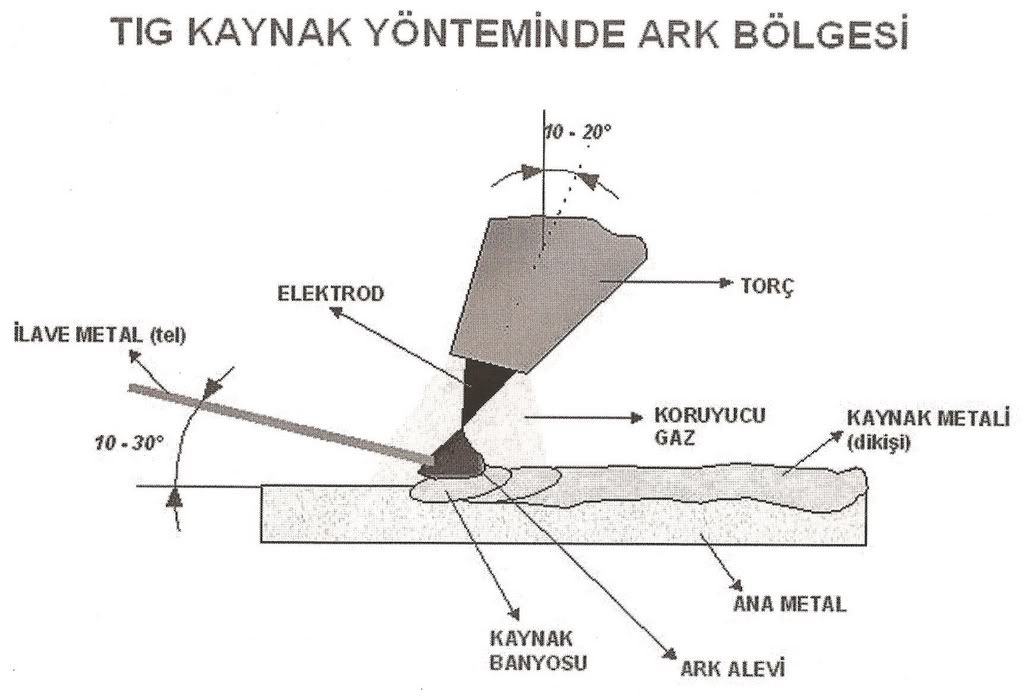
4-Argon (TIG) Kaynağı
Özellikleri :
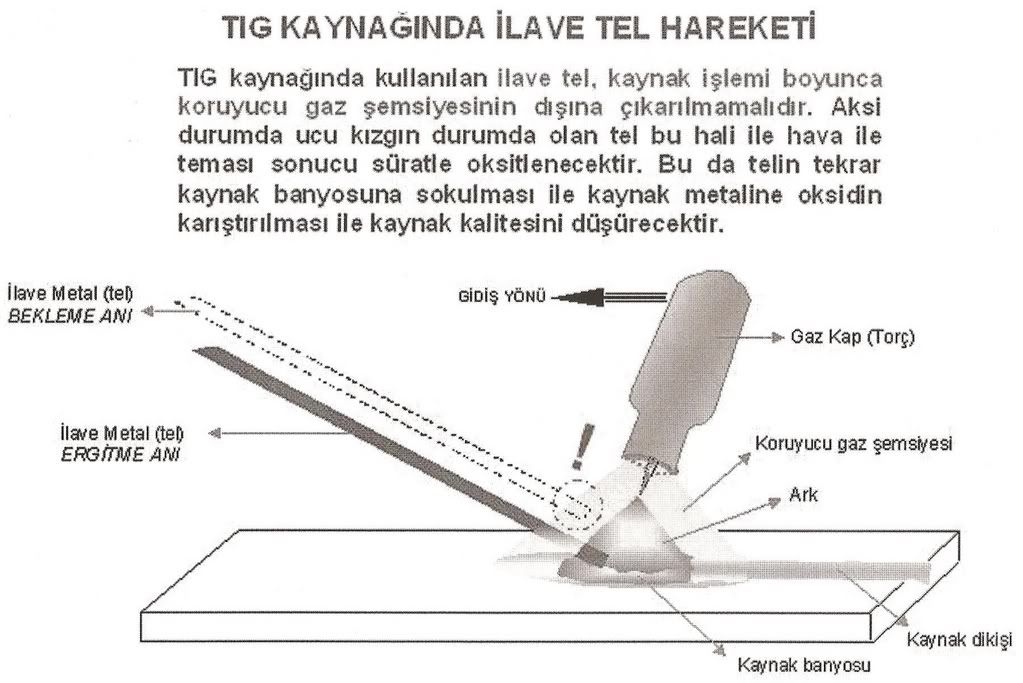
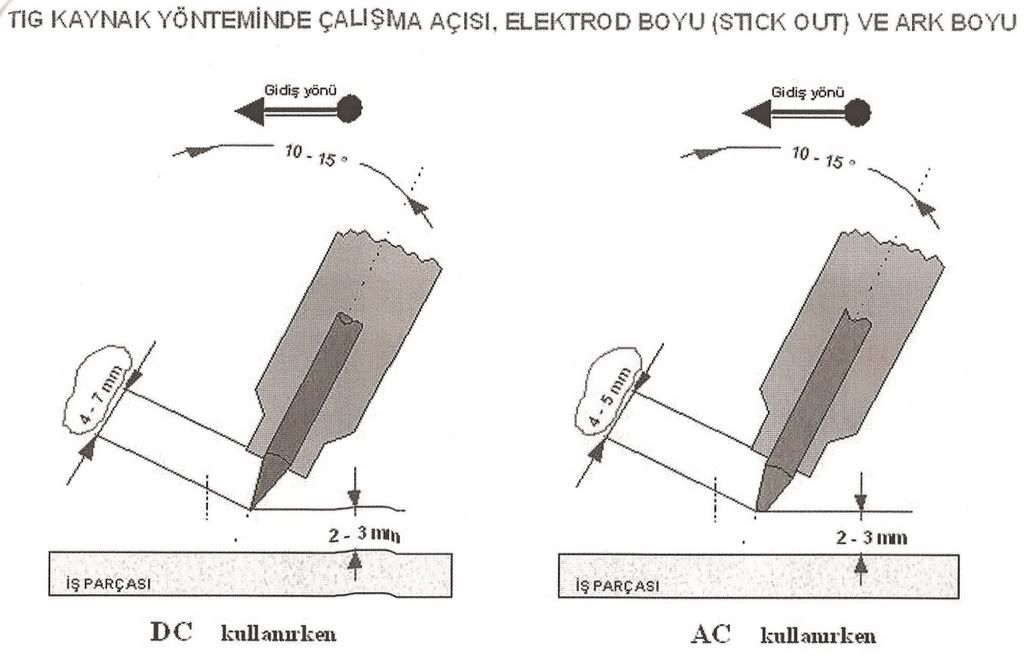
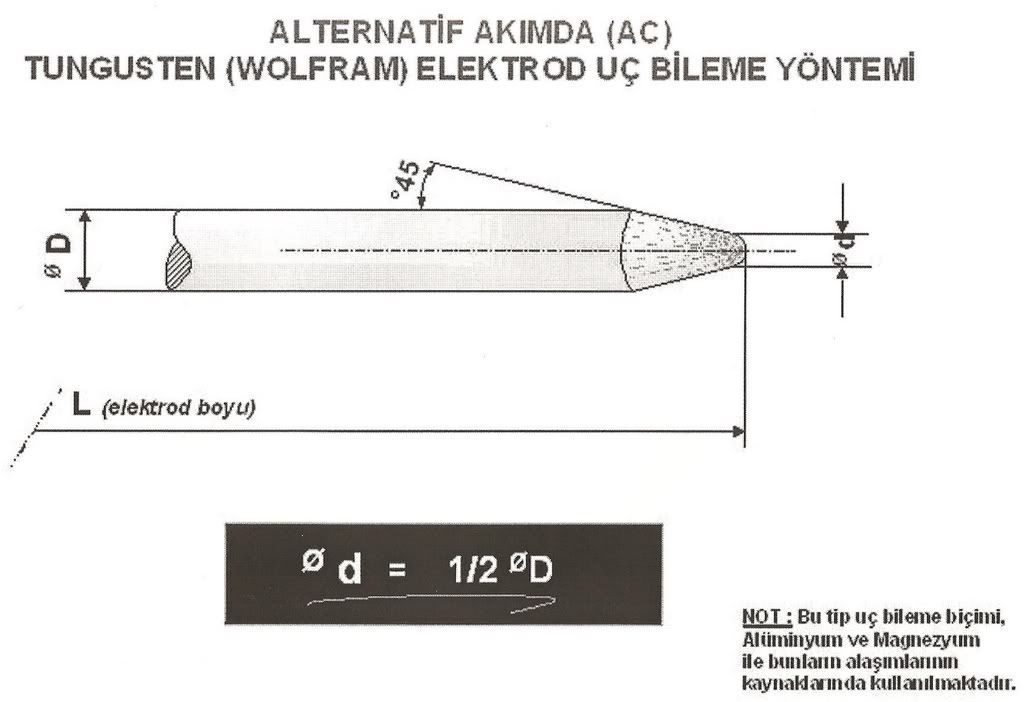
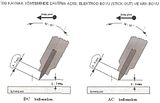
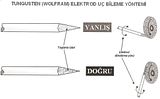
Kaynak arkı iş parçası ile tükenmeyen tungsten elektrod arasında oluşur. İlave metal elle kaynak banyosuna verilir. Yaşlandırma ile sertleştirilmeyen alaşımlar her hangi bir ilave metal kullanmadan da kaynak yapılabilir. Alüminyum malzemelerin TIG kaynağı alternatif akımda ve argon koruyucu gazı kullanarak yapılır. Mekanize TIG kaynağı ilave metal kullanarak veya kullanmadan da yapılabilir.
Uygulamalar :
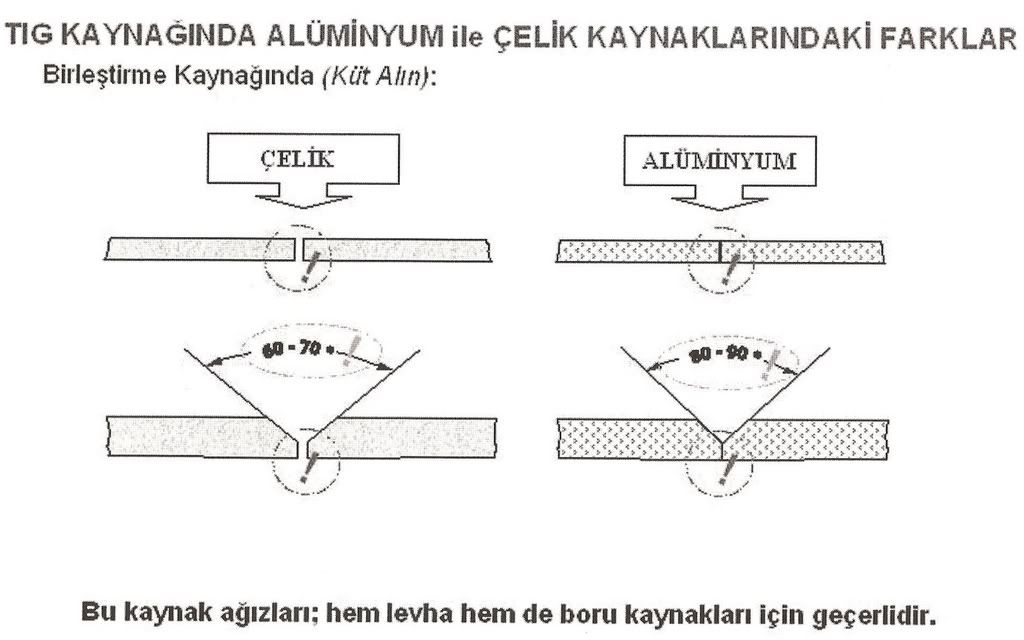
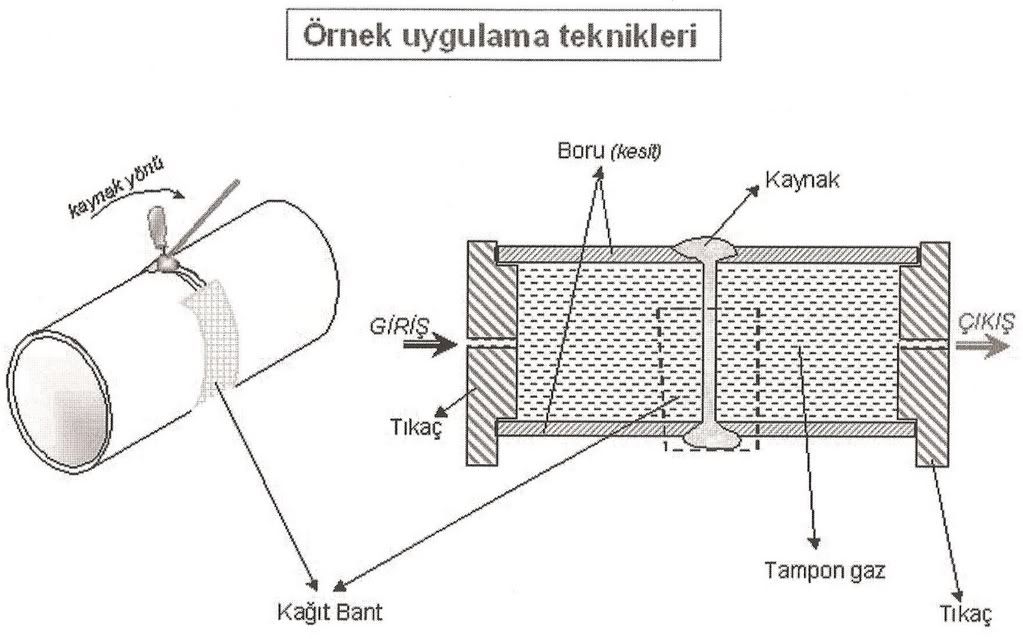
1 ila 4 mm arasındaki kalınlıklardaki malzemelerin tek pasolu alın kaynağı veya tek pasolu köşe kaynağı; 12 mm’ye kadar et kalınlığına sahip malzemelerin çift operatör ile aynı anda yukarıdan aşağıya kaynağı. Daha fazla kesit kalınlıklarının TIG yöntemi ile kaynak yapılması, MIG yöntemine kıyasla düşük ısı yoğunluğu nedeniyle ekonomik değildir. Çünkü düşük kaynak hızına sahiptir ve çok pasolu kaynaklarda çok büyük ısıdan etkilenen bölge yaratır. TIG kaynağının çok iyi boşluk doldurma kabiliyeti ve gözenek oluşma riskinin daha düşük olması nedeniyle özellikle kaynağın arkasından kapatma pasosu yapılamayan kalın kesitli malzemelerde, kök pasoların kaynağında kullanılır (ör; boru hattı kaynaklarında), kaynaklı birleştirmedeki diğer pasolar MIG kaynak yöntemi ile yapılır.
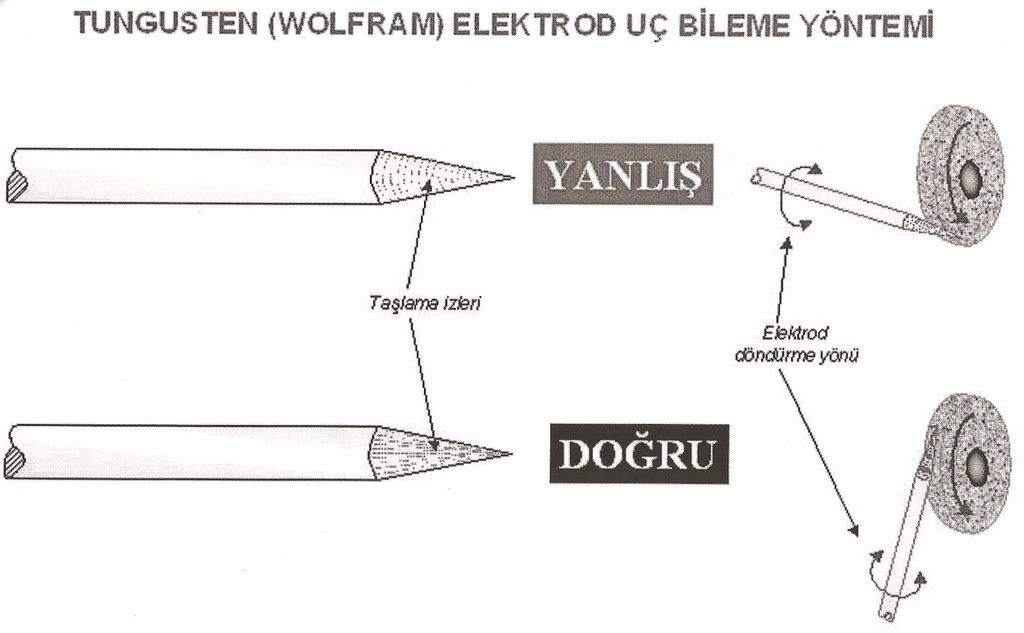
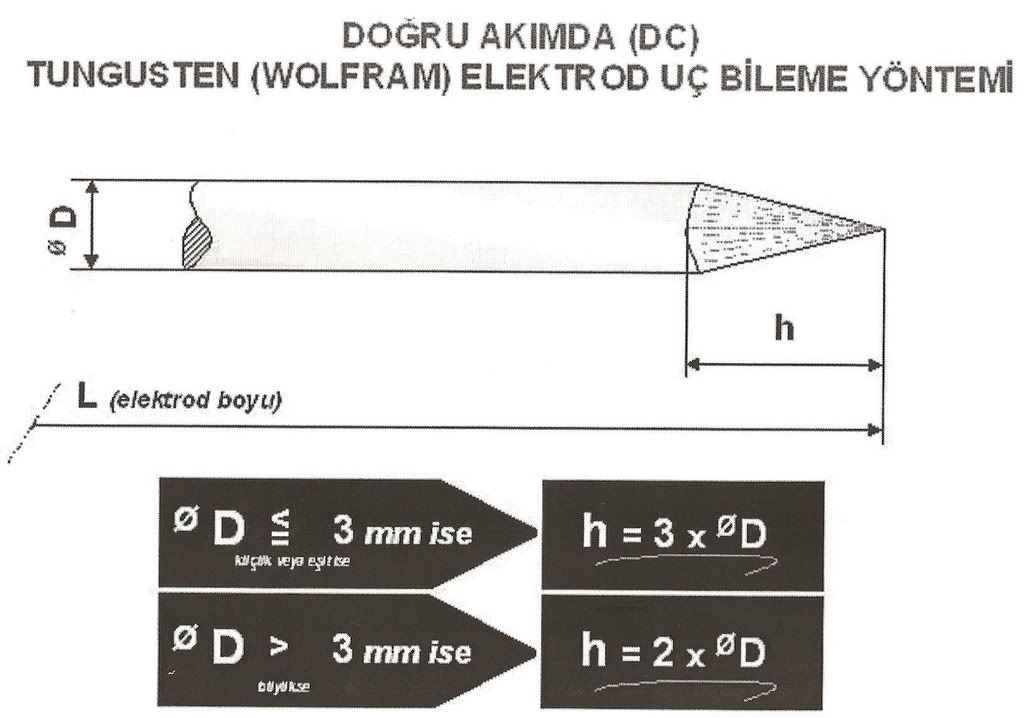
YAPILIŞI







|
|
|
|
|
|
| |
Bugün 140851 ziyaretçi (209244 klik) kişi burdaydı! |
|
|
|
|
|
|
|